Renewable Energy From Landfill Biogas or Digester Biogas
 Application:
Application:
Landfill Gas to Energy (LFGTE) and Biogas Destruction. Seven dedicated outlet pipeline legs delivering treated landfill gas (LFG) to multiple end users. End users include an asphalt plant, boilers, and an electrical power generation plant. Two Enclosed Flares give the owner simultaneous automatic control of LFG extraction and measurable emissions and destruction efficiency.
Components:
- Landfill Gas Blower Skid
- Landfill Gas Compression Skid
- Dehydration (Chiller) Skid
- Enclosed Ground Flares
Key Operational Design Criteria:
Design and manufacture landfill gas skid and flare to customer specifications.
Constant and stable pressure is maintained under all end user load conditions. Digital logic controller maintains proper delivery pressure dynamically no matter what the momentary demand from the various and independent end users.
Landfill Gas (LFG) dehydration and temperature conditioning. Dehydration (Chiller) Skid is used to remove condensate, humidity, and moisture vapor from the extracted, saturated landfill gas. Gas is then reheated to a customer specified temperature through an efficient, zero-power heat exchanger (economizer). This reheating conditions the LFG to a lower relative humidity and prevents further moisture dropout in the delivery pipelines. Gas delivered to end users is maintained at a specific dew point.
Enclosed Flares dynamically and automatically start, modulate, and stop to maintain user specified vacuum on the landfill. Enclosed Flares engage as needed in response to the variable demand of LFG flow by the end users.
Disposal System
 Application:
Application:
Landfill Gas to Energy (LFGTE) and Waste Gas Destruction. Two dedicated outlet pipeline legs delivering landfill gas (LFG) to multiple I/C engines. One Enclosed Flare (Thermal Oxidizer or TOX) to provide for high destruction efficiency of waste gas from a siloxane removal system.
Components:
- Landfill Gas Compression Skid
- Dehydration (Chiller) Skid
- Enclosed Flare (Thermal Oxidizer)
Key Operational Design Criteria:
Design and manufacture landfill gas skid and flare to customer specifications.
Constant and stable pressure is maintained under all engine load conditions. Digital logic controller maintains proper delivery pressure dynamically no matter what load state the engines are in.
Landfill Gas (LFG) dehydration and temperature conditioning. Dehydration (Chiller) Skid is used to remove condensate, humidity, and moisture vapor from extracted, saturated landfill gas. Gas is then reheated to a customer specified temperature through an efficient, zero-power heat exchanger (economizer). This reheating conditions the LFG to a lower relative humidity and prevents further moisture dropout in the engine fuel delivery system. Gas delivered to engines is maintained at a specific dew point to the inlet of the engines.
Engine plant employs a siloxane removal system to further condition the landfill gas stream. Regeneration waste gas from this process has a very low methane content. This waste gas as well as higher quality gas extracted directly from the landfill is directed to the Enclosed Flare (Thermal Oxidizer) to allow for proper Low NOx destruction efficiency.
Operational Specifications:
10,000 SCFM Outlet Flow Rate at 85 In. WC Vacuum.
Delivery To Engine Set 1: Max 4000 SCFM at 10 PSI.
Delivery To Engine Set 2: Max 6000 SCFM at 8 PSI.
Delivery To Flare: Max 300 SCFM at 1 PSI.
Design:
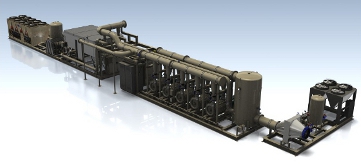
For efficient transportation from our plant to the site, this system was constructed in 5
skids and modularly reassembled in the field. Main modules consist of: Pre-chiller, Gas
Compression Skid, Chiller/Dehydration Skid, Enclosed Flare. All treated LFG is utilized for
(LFGTE) Landfill Gas-To-Energy. Flare utilized for waste gas destruction.
Pre-chiller:
Chill and condition LFG to meet inlet condition of blowers.
Gas Compression Skid:
Filter incoming gas stream to remove impurities and large amounts of moisture, staging on of 5 each 2500 SCFM multistage centrifugal blowers to match demand (up to a max of 4 at a time for 10000 SCFM), pressurize 10,000 SCFM to 10 psig for delivery to a gas-to-air after-cooler.
Chiller/Dehydration Skid:
Gas-to-Air After-cooler uses ambient air to cool hot, pressurized LFG from blower discharge to 120 deg. F, precool to 105 deg. F, chill to 40 deg. F with glycol chiller, reheat to approximately 80 to 90 deg. F for delivery to the owner’s siloxane removal system and then to I/C engine generators for power generation.
Enclosed Flare/Thermal Oxidizer:
Uses a small amount of LFG to fuel the burner to destroy the regeneration gas from the purge cycling of the siloxane removal system.
Control Panel:
PEI in-house designed and built VFD motor control center and PLC Digital Controls are fully integrated on the skids to control the entire system from a single Touchscreen Operator Interface panel.